 TECNOLOGÍA PARA LA LIMPIEZA DE GAS DE PETROLEO LICUADO DE MERCAPTANOS (proceso «DEMERUS LPG»)
TECNOLOGÍA PARA LA LIMPIEZA DE GAS DE PETROLEO LICUADO DE MERCAPTANOS (proceso «DEMERUS LPG»)
Campo de aplicación
La tecnología se utiliza para la purificación profunda de gas de petróleo licuado (GPL) de mercaptanos.
Asignación
La extracción con solución alcalina de mercaptanos contenidos en el GPL, seguido de regeneración alcalina en presencia de un catalizador KSM heterogéneo.
La concentración de mercaptanos en el GPL antes de la purificación es de hasta 0.400% en masa, y el contenido residual de azufre de mercaptano no es más de 0.0005% en masa. El contenido total de azufre en el GPL purificado no es más del 0.0010% de la masa.
Descripción de la tecnología
Diagrama esquemático de la desmercaptanización del GPL:
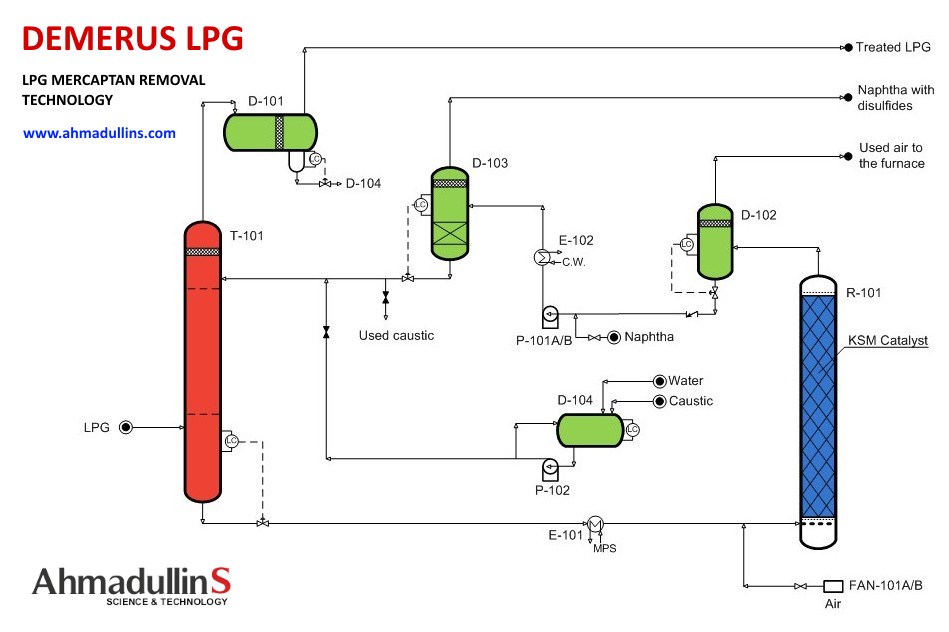
El gas de petróleo licuado se abastece a un cubo extractor de columna en forma de plato T-101, lleno con una solución alcalina. Desde el tanque D-103, a la parte superior del extractor T-101, se abastece una solución regenerada de NaOH.
Cuando las materias primas interactúan con el extractante alcalino, ocurre la quimisorción de mercaptanos de metilo y etilo con la formación de mercaptidos de sodio insolubles en hidrocarburos por la reacción reversible (1):
RSH + NaOH = RSNa + H2O (1)
El GPL purificado de mercaptanos, se envía al separador D-101 para la separación de la solución alcalina arrastrada y luego se retira de la instalación.
La solución alcalina saturada con mercaptidos en el nivel de separación de fases se retira del cubo del extractor T-101, se calienta en el intercambiador de calor E-101 a 60°C y entra en el cubo del regenerador R-101. Al cubo del regenerador también se suministra una cantidad estimada de aire bajo una presión de 0.5 MPa. En el regenerador R-101, en la superficie del catalizador KSM, se lleva a cabo la regeneración del álcali mediante las reacciones (2) y (3):
2RSNa + 0.5 O2 + H2O → RSSR + 2NaOH (2)
2RSNa + 1.5O2 + H2O → RSО2SR+ 2NaOH (3)
La mezcla de aire de escape, la solución alcalina regenerada y los disulfuros y alquiltiosulfonatos resultantes desde la parte superior del regenerador R-101 entran al separador D-102. El aire se ventila desde la parte superior del separador D-102 a través de un eliminador de gotas y se envía al incinerador.
La solución alcalina regenerada con disulfuros y alquiltiosulfonatos se descarga desde el cubo del separador D-102, con la bomba P-101A/B se mezcla con fracciones de gasolina, se enfría a 40°C en el refrigerador E-102 y entra al separador de disulfuro D-103. La fracción de gasolina saturada con disulfuros se descarga desde la parte superior del D-103 a la alimentación de las unidades de craqueo, ABT o al hidrotratamiento, y la solución alcalina regenerada desde el fondo del separador D-103 se devuelve al extractor T-101 para la purificación de los mercaptanos.
Los beneficios
La tecnología extiende la vida útil de la solución alcalina sin reemplazo hasta 1 año, lo que puede reducir significativamente el consumo de álcali y el efluente alcalino.
El catalizador KSM proporciona una fuerte retención de componentes catalíticamente activos en el portador polimérico, mayor resistencia a venenos catalíticos y efectos térmicos y actividad estable durante todo el período de operación industrial. No es necesario su reposición periódica o continua con compuestos caros de metales de valencia variable, lo que elimina la entrada de ftalocianinas de cobalto y sus derivados, así como las sales de otros metales pesados en las aguas residuales de la empresa. La vida útil garantizada del catalizador es de 8 años.