
 TECHNOLOGY OF LIGHT HYDROCARBON FEED TREATMENT FROM CARBONYLSULPHIDE
TECHNOLOGY OF LIGHT HYDROCARBON FEED TREATMENT FROM CARBONYLSULPHIDE
(«DeCOS-1»process)
Application area
The technology is used for post-treatment of propane-propylene fraction (PPF) from carbonyl sulphide (COS) to a residual content of 1.0 ppm.
Assignment
Hydrolysis of carbonyl sulphide in PPF with an aqueous solution of KOH saturated with water-soluble polar organic compounds 40-60 °C.
Concentration of carbonyl sulfide in the feed LPG is up to 0.01% by weight, the residual content of carbonyl sulphide is not more than 0.0001% by weight.
Technology description
Schematic diagram of PPF treatment from COS:
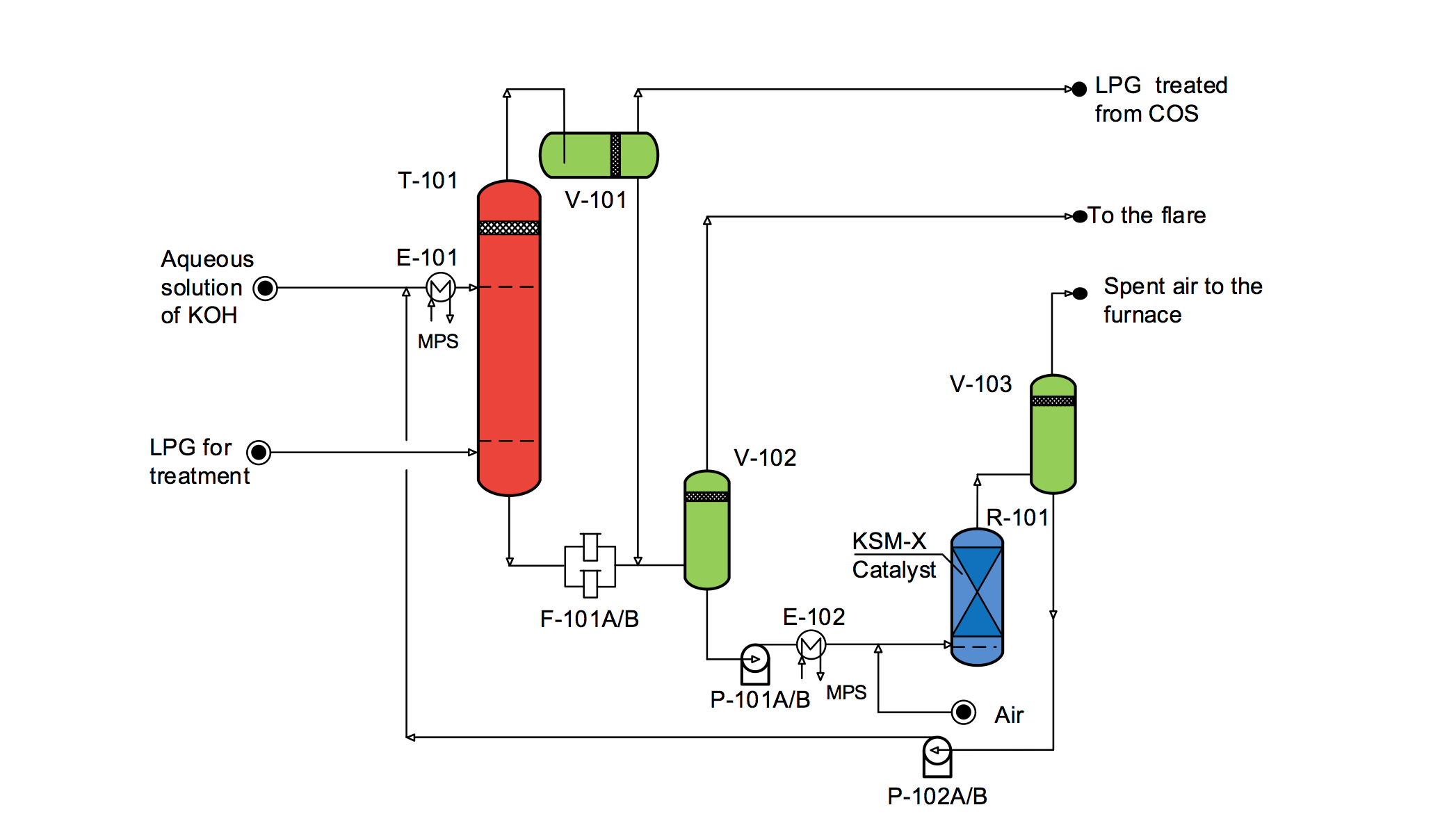
Treated from hydrogen sulphide and mercaptans LPG is sent to the depropanizer column. In the depropanization column, liquefied gas is separated into PPF and BBF. PPF saturated with carbonyl sulfide enters the cube of T-101 alkaline hydrolysis column equipped with cap trays. Solution of potassium hydroxide heated in the heat exchanger E-101 to a temperature of 60° C is supplied over the trays of T-101 column.
When PPF interacts with aqueous solution of potassium hydroxide at 40-60 °C temperature, hydrolysis of carbonyl sulfide occurs and chemisorption of hydrogen sulfide and carbon dioxide released follows this reaction with formation of potassium sulfide and carbonate (1-3):
COS + H2O → H2S + СО2 (1)
H2S + 2KOH → K2S + 2H2O (2)
СО2+ 2KOH → K2CO3 + H2O (3)
From the top of T-101 PPF goes to the the horizontal settler V-102 and then is sent to the battery limit.
Aqueous solution of potassium hydroxide saturated with salts is removed from the cube of T-101 column, V-102 settler and under its own pressure is sent to the degassing vessel V-102, where, by reducing the pressure, the hydrocarbon gas dissolved in the alkaline solution is released and sent to the flare collector. Due to accumulation of ballast quantity of salts in the alkaline solution, installation of filters for trapping the crystallized inorganic salts is provided at the exit from the cube of T-101 column.
Degassed aqueous potassium hydroxide solution from V-102 is sent to the oxidation column R-101 by P-101 A/B pump through heat exchanger E-102. Air is supplied to the line of the aqueous potassium hydroxide solution before entering R-101 column. In the R-101 column on the surface of KSM-X catalyst, potassium sulfide is oxidized to potassium sulfate and thiosulfate.
A mixture of exhaust air with regenerated potassium hydroxide solution is taken from the top of R-101 column to the exhaust air separator V-103. Pressure in V-103 is reduced to atmospheric level. Exhaust air with water vapor is removed from the top of V-103 separator and sent to the furnace.
Regenerated alkaline solution from the bottom of V-103 separator is again fed to the T-101 column by pump Р-102 А/В.
Advantages
- Minimization of alkaline wastes by releasing potassium thiosulfate, sulfate and carbonate in a solid state. Wastes do not contain toxic sulfide-hydrosulfide compounds.
- Reduction of alkaline hydrolysis temperature from 80 to 40-60 °C.